 手機(jī)企騰網(wǎng)工廠優(yōu)選|
手機(jī)企騰網(wǎng)工廠優(yōu)選|











工業(yè)CT是計(jì)算器斷層成像技術(shù)(Industrial Computed Tomography)的簡(jiǎn) 稱(chēng),它能在對(duì)檢測(cè)物體無(wú)損傷條件下,以二維斷層圖像或三維立體 圖像的形式,清晰、準(zhǔn)確、直觀地展示被檢測(cè)物體的內(nèi)部結(jié)構(gòu)、組 成、材質(zhì)及缺損狀況,被譽(yù)為當(dāng)今最佳無(wú)損檢測(cè)和無(wú)損評(píng)估技術(shù)之 一。
衡信檢測(cè)采用國(guó)外的工業(yè)CT檢測(cè)儀器,全為高端進(jìn)口設(shè)備,儀器狀態(tài)良好,檢測(cè)工程師同樣具有國(guó)內(nèi)外水平,能為您提供準(zhǔn)確的檢測(cè)結(jié)果。
工業(yè)CT原理
工業(yè)CT是在射線檢測(cè)的基礎(chǔ)上發(fā)展起來(lái)的,其基本原理是當(dāng)經(jīng)過(guò)準(zhǔn)直且具能量的射線束穿過(guò)被檢物時(shí),根據(jù)各個(gè)透射方向上各體積元的衰減系數(shù)從不同,探測(cè)器接收到的透射能量也不同。按照一定的圖像重建算法,即可獲得被檢工件截面一薄層無(wú)影像重疊的斷層掃描圖像,重復(fù)上述過(guò)又可獲得一個(gè)新的斷層圖像,當(dāng)測(cè)得足夠多的二維斷層圖像就可重建出三維圖像。
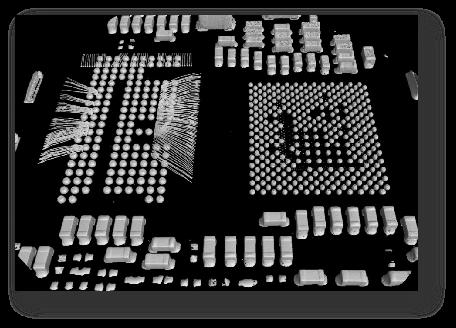
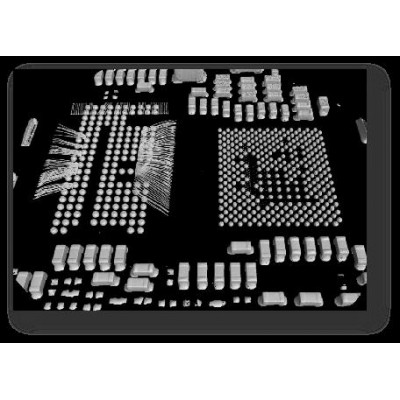
 二維投影畫(huà)面的采集
二維投影畫(huà)面的采集

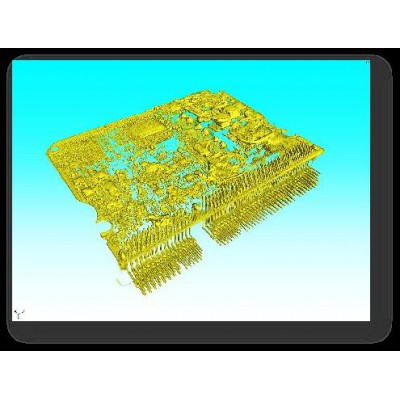
三維數(shù)據(jù)的展現(xiàn)及分析


工業(yè)CT應(yīng)用
工業(yè)CT廣泛應(yīng)用在汽車(chē)、材料、鐵路、航天、航空、軍工、國(guó)防等產(chǎn)業(yè)領(lǐng)域,為航天運(yùn)載火箭及飛船與太空飛行器的成功發(fā)射、航空發(fā)動(dòng)機(jī)的研制、大型武器系統(tǒng)檢驗(yàn)與試驗(yàn)、地質(zhì)結(jié)構(gòu)分析、鐵道車(chē)輛提速重載安全、石油儲(chǔ)量預(yù)測(cè)、機(jī)械產(chǎn)品質(zhì)量判定等提供了的重要技術(shù)手段。
1.缺陷分析
快速、準(zhǔn)確、直觀的查找到產(chǎn)品的內(nèi)部缺陷(缺陷類(lèi)型、位置、尺寸等),如裂紋、氣孔、疏松、夾雜等缺陷,并進(jìn)行分析,找到出現(xiàn)缺陷的根本原因,從而提高產(chǎn)品性能,延長(zhǎng)產(chǎn)品使用壽命。
2.裝配分析
使用工業(yè)CT可以不用拆卸,直觀了解產(chǎn)品的二維與三維局部整體、透視或截面分析圖,可分析與測(cè)量組件間裝配形成的縫隙,評(píng)估工藝,尋找失效原因,解決相關(guān)問(wèn)題,降低研發(fā)的投入成本。
3.尺寸測(cè)量
產(chǎn)品的實(shí)際尺寸往往不可或缺,但因物體型面復(fù)雜或客觀物理?xiàng)l件限制等原因會(huì)出現(xiàn)無(wú)法獲取的情況,CT技術(shù)能很好地應(yīng)對(duì)此類(lèi)問(wèn)題。區(qū)別于傳統(tǒng)的三坐標(biāo)檢測(cè)、影像儀等測(cè)量方法,CT尺寸測(cè)量?jī)?yōu)勢(shì)在于產(chǎn)品的內(nèi)部尺寸檢測(cè)。它可以在不破壞樣品的前提下,對(duì)于工件的所有尺寸進(jìn)行精確的測(cè)量,精度高、速度快。
4.CAD數(shù)模對(duì)比
通過(guò)工業(yè)CT及分析軟件可以將掃描結(jié)果與CAD數(shù)模進(jìn)行最佳擬合,以直觀的色彩偏差快速形象地顯示,不僅可以得到工件整體的偏差,還能得到關(guān)鍵位置的具體偏差值。
5.壁厚分析
直接在CT數(shù)據(jù)上自動(dòng)定位面積不足或壁厚過(guò)厚及間隙過(guò)大的位置,尤其是密閉空間的內(nèi)尺寸,可快速并精確地測(cè)量復(fù)雜零件壁厚的微小變化。

1.金屬零件孔隙率要求(VW50093)
1.1應(yīng)用范圍:
適用于所有金屬鑄件(黑色金屬及有色金屬)及各種鑄造方法。如果得到相關(guān)實(shí)驗(yàn)室的許可,也可以應(yīng)用于非金屬的注塑類(lèi)零件,但此時(shí)在圖紙上要添加相關(guān)
的注明。(替代2007版VW50097)
新標(biāo)準(zhǔn)VW50093孔隙率參數(shù)的描述:
1.2.1 Rz: 評(píng)判面的粗糙度,單位為μm。
如果圖紙未定義具體數(shù)值,那么Rz=0μm自動(dòng)適用,也就是說(shuō)要達(dá)到金相試樣的表面要求(拋光態(tài))。
1.2.2 % : 孔隙率百分比
評(píng)判面中孔隙所占的百分比。
如果要求是小于5%,那么還必須在3X4mm的子評(píng)判區(qū)域里同時(shí)滿足小于4%的要求(這和VW50097中D1-D4評(píng)判時(shí)的附加要求是一致的),但當(dāng)圖紙要求鑄鐵和鑄鋼的孔隙率是小于5%時(shí),這個(gè)4%的附加要求可以在圖紙里進(jìn)行注明。1%-4%時(shí)修約到整數(shù),大于5%時(shí)以5%為級(jí)數(shù)進(jìn)行修約,0%不存在。
1.2.3 Ф :孔的直徑, 單位mm,以0.5mm為級(jí)數(shù)進(jìn)行修約,小于0.5mm不存在。
1.2.4 A : 孔隙之間的距離 (VW50097中的An)
這是一個(gè)系數(shù),實(shí)際允許兩個(gè)孔隙之間的最小距離=兩個(gè)孔隙之中較小的那個(gè)孔隙的直徑 X 系數(shù) A
1.2.5 U : 孔隙直經(jīng)小于U的孔隙可以忽略不計(jì)(對(duì)應(yīng)VW50097中的Pn),僅用于加工面(如密封面),以0.1mm為級(jí)數(shù)進(jìn)行修約。
1.2.6 Z : 最多允許的單獨(dú)孔隙的數(shù)量,僅用于加工面。疏松被認(rèn)為是一個(gè)單獨(dú)的孔隙而計(jì)入。*
1.2.7 H、HR、Hk: 材料堆積(疏松)
材料堆積是指當(dāng)兩個(gè)孔隙之間的距離小于較小那個(gè)孔隙的直徑時(shí)的那些孔隙堆積。
H : 指整個(gè)評(píng)判面上的疏松
HR:指整個(gè)評(píng)判面外面三分之一壁厚的區(qū)域
HK :指整個(gè)評(píng)判面中間三分之一的區(qū)域
H、HR、Hk后面有兩個(gè)選項(xiàng)
選項(xiàng) 0 :表示疏松是不允許的
選項(xiàng) 1 :表示疏松是允許的
如果圖紙?jiān)谠试S疏松的同時(shí)也定義了單個(gè)孔隙的最大尺寸(Ф),此時(shí)的疏松被當(dāng)成一個(gè)單獨(dú)的孔隙來(lái)對(duì)待,也就是說(shuō)疏松的最大尺寸不能大于Ф。*
1.2.8 N、NR、NK :粗大氣孔群
粗大氣孔群是指當(dāng)材料堆積(疏松)尺寸大于允許的單個(gè)最大孔隙尺寸( Ф)時(shí)的那些孔隙。
N :指整個(gè)評(píng)判面上的粗大氣孔群
NR :指整個(gè)評(píng)判面外面三分之一壁厚的區(qū)域
NK :指整個(gè)評(píng)判面中間三分之一的區(qū)域
N、NR、Nk后面有兩個(gè)選項(xiàng)
選項(xiàng) 0 :表示粗大氣孔群是不允許的
選項(xiàng) 1 :表示粗大氣孔群是允許的
如果后面的選項(xiàng)沒(méi)有標(biāo)明,那么選項(xiàng)1自動(dòng)適用,也就是說(shuō)粗大氣孔群是允許的。
如果允許粗大氣孔群出現(xiàn),那么也就意味著疏松是可以接受的。反之,如果不允許粗大氣孔群出現(xiàn),并不意味著不允許出現(xiàn)疏松,只要滿足圖紙對(duì)疏松的那些要求( H、HR、Hk)即可。
2.氣孔率的測(cè)定(PV6093)
要點(diǎn):
基準(zhǔn)面的選擇應(yīng)盡可能使其涵蓋的面積最大超出評(píng)判面的部分的面積最多占評(píng)判面面積的5%,而且在二值化進(jìn)行計(jì)算孔隙率時(shí)要將其剔除。
如果評(píng)判面可能含有兩種不同大小的評(píng)判區(qū)域,那么從較小區(qū)域中深入到較大區(qū)域的部分不能超過(guò)較小區(qū)域總面積的一半。
圖中A/B 要小于1。
評(píng)判面盡量選擇那些承載較大應(yīng)力且有斷裂風(fēng)險(xiǎn)的區(qū)域,如果測(cè)試者不能確定,需和產(chǎn)品設(shè)計(jì)人員進(jìn)行溝通。

2 .試樣的制備要求
2.1 Rz=0
試樣表面要像鏡面,在放大倍數(shù)100倍下看不到劃痕,組織和邊界清晰,沒(méi)有邊緣倒角和浮雕,沒(méi)有永久的塑性變形。

2.2 Rz>0
沒(méi)有明顯的塑性變形,避免出現(xiàn)劃痕和擦傷,避免過(guò)熱。
 制樣砂紙粒度與粗糙度的大約對(duì)應(yīng)關(guān)系
制樣砂紙粒度與粗糙度的大約對(duì)應(yīng)關(guān)系

不同粗糙度要求下選擇相應(yīng)的測(cè)試手段











