 手機企騰網(wǎng)工廠優(yōu)選|
手機企騰網(wǎng)工廠優(yōu)選|
冷擠壓套筒的壓接,一般宜分2次開展,第1次先將套筒一半套進一根被連接鋼筋,壓接半個連接頭,隨后再壓接另外半個連接頭。

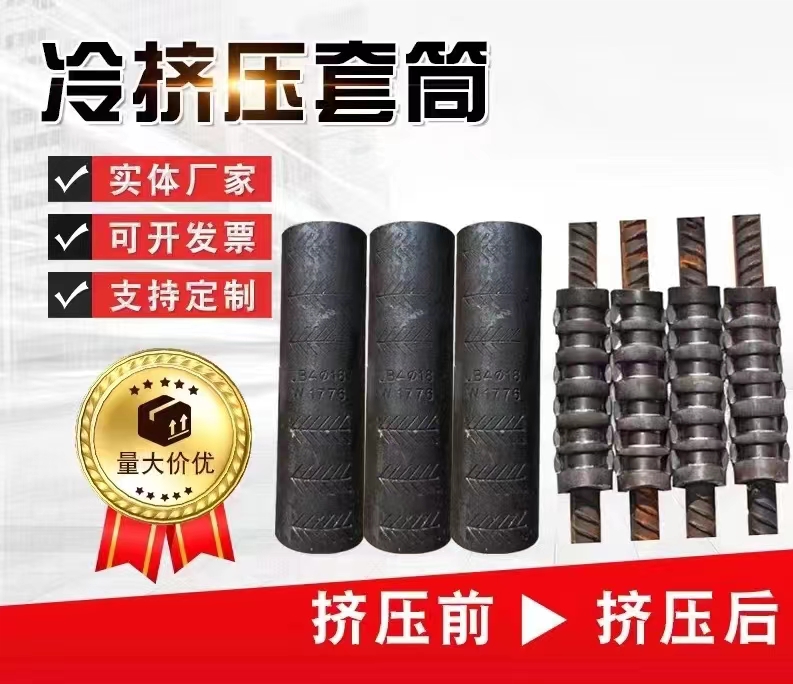


1.鋼筋應該有標識線,插進鋼筋套筒內(nèi),保證插進深層防止壓空,鋼筋端頭 離套筒長度中心點不宜超出10毫米。
2.連接鋼筋的軸心與鋼筋套筒的軸心應維持同一中心線,防止偏心和彎曲。
3.需從鋼筋套筒中間逐扣向端部壓接,壓模應對準同上壓痕位置標記。
4.連接時須充壓至規(guī)定工作壓力,確保2秒左右卸荷。
5.精確測量淘同壓接后的延仲長短,并做好連接操作記錄
冷擠壓套筒擠壓操作時采用的擠壓力、壓模寬度、壓痕直徑或擠壓后套筒長度的波動范圍以及擠壓道數(shù),均應符合接頭技術(shù)提供單位所確定的技術(shù)參數(shù)要求。鋼筋下料切斷要用無齒鋸,使鋼筋端面與它的軸線相垂直。不得用鋼筋切斷機或氣割下料。
對正壓模位置,并使壓模運動方向與鋼筋兩縱肋所在的平面相垂直,以保證最大壓接面能處在鋼筋的橫肋上。可采用兩種壓接順序:一種是在施工現(xiàn)場的作業(yè)工位上,通過套筒一次性地將兩根鋼筋壓接(宜從套筒中央開始,并依次向兩端擠壓)


